模具材料選擇不對(duì)����,努力白費(fèi)
- 更新時(shí)間: 2025-10-04 11:26:56
模具材料��,選擇不對(duì)����,努力白費(fèi),雖然模具材料費(fèi)用占比模具總費(fèi)用不高���,但有時(shí)卻起到關(guān)鍵決定性作用����。
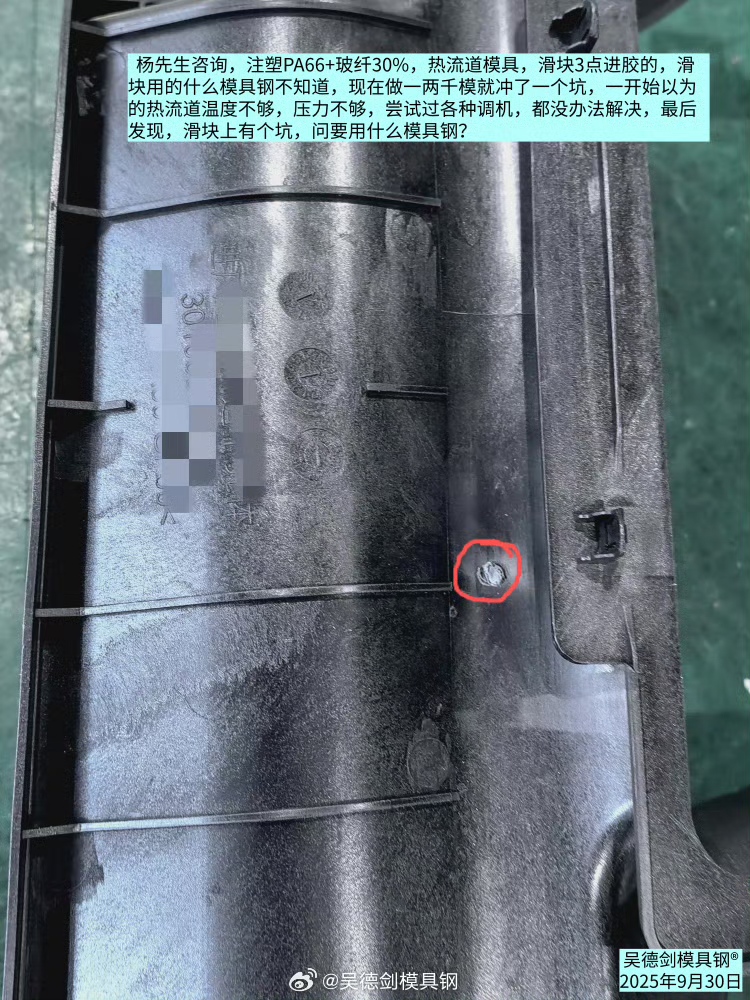
收到楊先生咨詢�,注塑PA66+玻纖30%,熱流道模具����,滑塊3點(diǎn)進(jìn)膠的,滑塊用的什么模具鋼不知道�,現(xiàn)在做一兩千模就沖了一個(gè)坑。一開(kāi)始以為的熱流道溫度不夠��,導(dǎo)致流動(dòng)性不夠,又以為壓力不夠�,嘗試過(guò)各種調(diào)機(jī),都沒(méi)辦法解決���,最后發(fā)現(xiàn)�,滑塊上有個(gè)坑�����,問(wèn)要用什么模具鋼��?
塑膠?�;瑝K���,為了省事,一般會(huì)用預(yù)硬料��,也為了模仁不被磨損�,滑塊硬度一般要低于模仁硬度,因此�,滑塊料常用硬度33-40HRC的P20、738H�、718H等,但這些材料的硬度太低,抵御不了加玻纖30%的膠料侵蝕�����,模具會(huì)很快被吃掉���,導(dǎo)致產(chǎn)品出披鋒��。
楊先生注塑PA66+玻纖30%的塑膠模���,現(xiàn)在注塑一兩千次就沖出一個(gè)坑,在這么短的時(shí)間里就沖出坑���,也驗(yàn)證了這一點(diǎn)�。
之前我們也遇到過(guò)類似的案例�,客戶是做電池外殼的,也是側(cè)面進(jìn)膠的���,他們?cè)瓉?lái)用H13�、SKD61���、DC53����,進(jìn)料口很快被沖大,要老是給模具點(diǎn)焊修模��,一模14穴�����,每個(gè)鑲件都要維修�,工作量很大,也耽誤生產(chǎn)���,側(cè)面進(jìn)膠的對(duì)模具腐蝕特別快�,后來(lái)他們是用不粘料的8503模具鋼解決的�。
8503是吳德劍模具鋼專有合金配比的不粘料模具鋼,硬度55-61HRC���,抗崩性能是DC53的2倍�����,但跟DC53相比,性能翻倍�����,售價(jià)不翻倍,還多了不粘料的好處����。特別是這不粘料的特性,是根治加玻纖模具被吃掉�����、導(dǎo)致產(chǎn)品跑披鋒�����、模具拉毛的根本有效辦法���。
楊先生的PA66+玻纖30%注塑?����;瑝K�����,現(xiàn)在做一兩千產(chǎn)品就沖出一個(gè)孔的�����,這是典型的模具鋼硬度不夠?qū)е碌?,你可以用不粘料?/span>8503模具鋼,淬火加硬到55-61HRC����,這樣既保證了耐磨性,又保證的不粘料的性能����。
用寧波于先生的話說(shuō):加玻纖的模具,用8503模具鋼����,相當(dāng)nice,一直壓����,也不跑披鋒!



