模具用料:除了要考慮性能適合模具工況����,有時(shí)還得考慮加工成本
- 更新時(shí)間: 2025-08-08 23:35:07
模具用料�,除了要考慮性能適合模具工況�,有時(shí)還得考慮加工成本。
昨天收到易先生咨詢(xún)��,沖SPCC麻面寶鋼0.6厚度�����,產(chǎn)品有個(gè)小R角才0.15�,原來(lái)的模具鋼容易有毛刺,打的時(shí)間不長(zhǎng)就有圓角���,現(xiàn)在沖頭和刀口全部改用鎢鋼���,代價(jià)太高了���,現(xiàn)在的鎢鋼沒(méi)有崩裂,也沒(méi)有磨損�����,就是成本太高�����,加工極其困難���,一天只能加工一兩個(gè)配件���,代價(jià)太高,模具數(shù)量多���,加工趕不上使用��。
易先生說(shuō)�,之前我們用你的8566模具鋼沖4mm的不銹鋼很好用�,我們大家都比較相信你�����,領(lǐng)導(dǎo)讓我找你問(wèn)問(wèn)�����,有沒(méi)有什么材料可以替代鎢鋼的���。
看過(guò)他的產(chǎn)品����,零件不大,用料不多��,就是有6個(gè)小尖角���,對(duì)耐磨性要求極高��,材料是SPCC的���,材質(zhì)不硬,厚度也只有0.6mm����,這種零件結(jié)構(gòu)���,一般不會(huì)崩角,主要考慮耐磨性���,但用硬質(zhì)合金鎢鋼����,耐磨性肯定好�,加工極其困難,也是一個(gè)問(wèn)題�,你要衡量,有沒(méi)有必要用這么難加工的材質(zhì)�����。
其實(shí)這種薄材尖角沖壓��,粉末高速鋼P(yáng)M23也是非常好用的����,用料成本沒(méi)有增加,壽命有保障���,但加工性能大幅提升�����,你的加工成本會(huì)大幅下降�,時(shí)間會(huì)大幅縮短,這也是一種節(jié)省�。
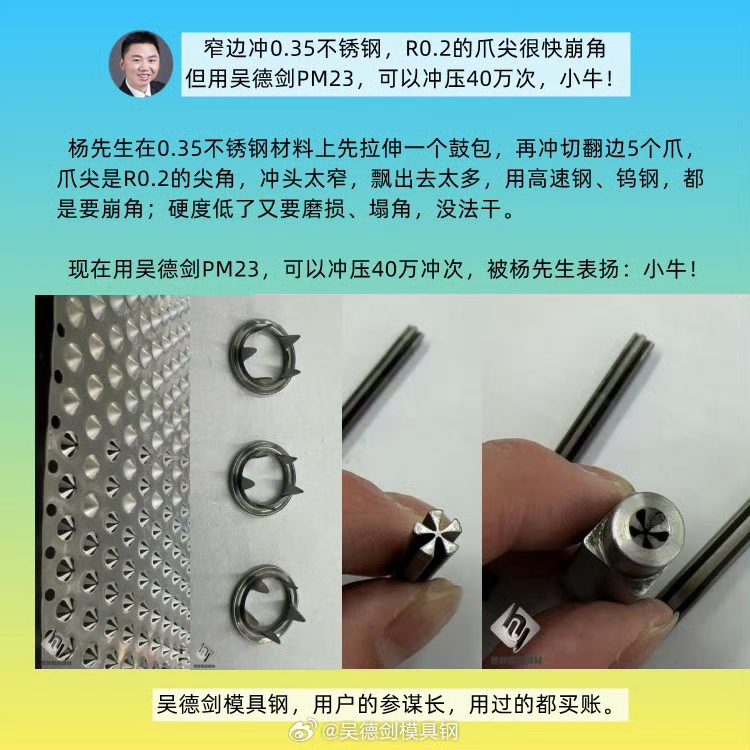
楊先生在0.35不銹鋼材料上先拉伸一個(gè)鼓包,再?zèng)_切翻邊5個(gè)爪��,爪尖是R0.2的尖角��,沖頭太窄�,飄出去太多����,用高速鋼、鎢鋼����,都是要崩角;硬度低了又要磨損�����、塌角,沒(méi)法干�。
現(xiàn)在用吳德劍PM23粉末高速鋼,可以沖壓40萬(wàn)沖次�,且不崩裂,被楊先生表?yè)P(yáng)�。
易先生沖壓SPCC麻面寶鋼0.6厚度,硬質(zhì)合金鎢鋼加工的模具雖然耐用���,但加工太困難���,費(fèi)神費(fèi)工,根據(jù)模具對(duì)性能的需求����,PM23本身的性能,再結(jié)合楊先生的成功經(jīng)驗(yàn)�,我認(rèn)為PM23是非常適合的。
模具用料是個(gè)綜合考慮后的選擇�����,除了要滿(mǎn)足使用性能�,還得顧及加工成本,用料成本也得兼顧。
#模具鋼大王吳德劍



