收到郝先生咨詢,我們有些產(chǎn)品是不銹鋼的屏蔽罩產(chǎn)品�,料厚0.3mm,成形時容易拉花���,現(xiàn)在用的SKD11模具鋼�,想咨詢一下不銹鋼折彎模具用什么材料好��?
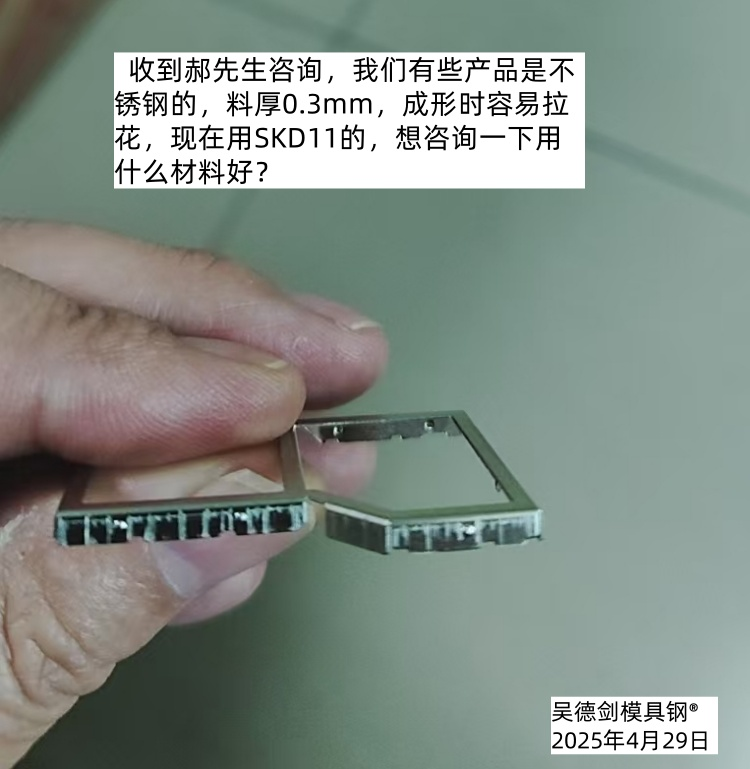
看過他的產(chǎn)品��,折彎位置劃痕嚴(yán)重�,這要選擇不粘料的模具鋼。但SKD11是碳C含量1.5%的高碳鋼�����,組織上面有大量的肉眼看不見的微觀細(xì)微裂紋的碳化物偏析缺陷���,這些細(xì)微裂紋在折彎時與不銹鋼剮蹭時����,就會出現(xiàn)粘料的黏著磨損�����,由此引發(fā)起拉絲���,劃傷零件����。折彎模具用SKD11是必須肯定會起拉絲���,沒得救���,只能換材料。解決的辦法有3個��。
1)如果不想換材料的��,堅持要用現(xiàn)在的SKD11的��,那就把模具拿去涂層一下�,增加表面光潔度和耐磨性,死馬當(dāng)活馬醫(yī)����,能救就救,救不了也沒辦法����。
2)用8566模具鋼����,8566冶煉質(zhì)量好�,內(nèi)部結(jié)構(gòu)的組織均勻性好,沒有肉眼看不見的微觀細(xì)微裂紋的碳化物偏析缺陷�����,消除了粘料黏著磨損的基因����,這是不會粘模起拉絲,而且已經(jīng)有成功案例了����。
陳先生折彎1.5厚430不銹鐵,也是容易粘沖頭�,劃傷產(chǎn)品,DC53做20個產(chǎn)品就粘沖頭��,劃傷零件了����,他是用8566模具鋼解決劃傷零件的��,還給我介紹了幾位客戶����。

3)用PM23粉末高速鋼����,硬度HRC64-66����,但價格是8566的3倍。粉末冶煉工藝的先進(jìn)工藝�����,消除了肉眼看不見的微觀細(xì)微裂紋的缺陷����,因此不會粘模和劃傷產(chǎn)品,而且合金總量很高�����,硬度很高���,耐磨性也非常好����,是一舉多得的好材料,除了貴一點這么一個缺點�,其它沒毛病。
梁先生折彎成型0.9厚不銹鋼�����,折彎成型工位����,很容易磨損,一開始用Cr12MoV���,后來用DC53����,一直沒法解決����,但用PM23粉末高速鋼,問題解決了�����。梁先生說,模具沖壓了5萬產(chǎn)品���,修模的時候��,我刻意看了一下折彎工位,PM23做的零件�����,一點磨損的感覺都沒有���,效果非常好����。
3個方案中��,涂層是最不贊成的�,因為涂層是一次性的,維修很麻煩��,而且折彎工位剮蹭嚴(yán)重���,容易把涂層破壞掉�,而且太差的模具材料,涂層也覆蓋不住細(xì)微裂紋���,改善不明顯���,一般不建議采用。
郝先生是0.3mm的不銹鋼薄材折彎�����,對耐磨性要求不是非常好��,折中方案推薦8566防崩鋼���。如果成本夠的�����,肯定是粉末冶煉的高速鋼PM23是最好的���,就是成本高些,如果你產(chǎn)品數(shù)量大,模具尺寸小����,用料不多,那也沒關(guān)系����,好用是關(guān)鍵。
客戶的1個問題����,我一般給出3個解決方案,解決用戶眼皮子低下的用鋼問題����,是我每天的具體工作���。郝先生折彎0.3mm厚不銹鋼屏蔽罩產(chǎn)品����,SKD11模具鋼容易拉花零件���,咨詢問不銹鋼折彎模具用什么材料好�?介于他的工況,我偏向推薦8566防崩鋼���。
**************************
我是模具鋼大王吳德劍�����,來自東莞譽輝模具鋼�����,譽輝模具鋼��,3個世界500強(qiáng)在用����,京瓷連續(xù)7年采購譽輝模具鋼���,如果你在選擇模具鋼材時����,有拿不定主意的����,或者是現(xiàn)在用的模具鋼,模具使用壽命短的,你不知道用哪款材料的��,你來找我吧�,我已經(jīng)解決了4000多家企業(yè),在模具選材��、制作和使用方面的疑難雜癥����,如果你在選材方面拿不定主意的,歡迎你來找我�,相信在這方面,我是能夠做你參謀長�����,并且能夠讓你少交學(xué)費�����。吳德劍模具鋼�,用戶的參謀長�,用過的都買賬!



